
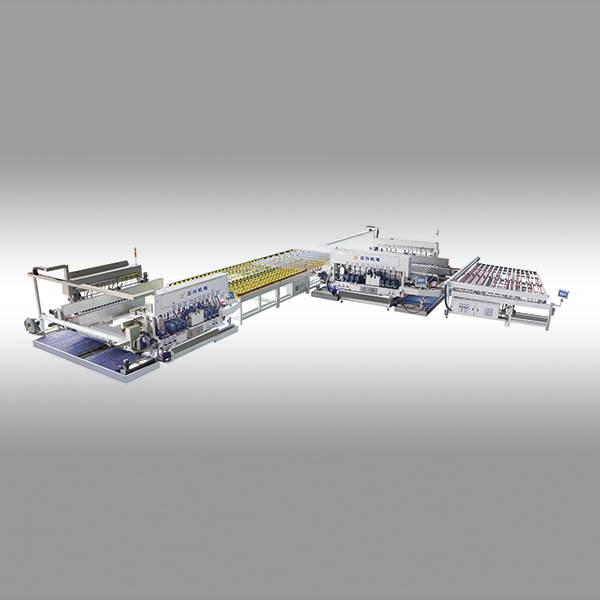
ダブルエッジングライン高速スーパーグラスフィニッシュTトランスファーテーブル
FH4225 SM2242GT + ZT4225 + SM2225GTS

制御コンピュータ

正確なサーボ測定システム

幅調整システム

高品質の電子部品

空気圧研磨システム

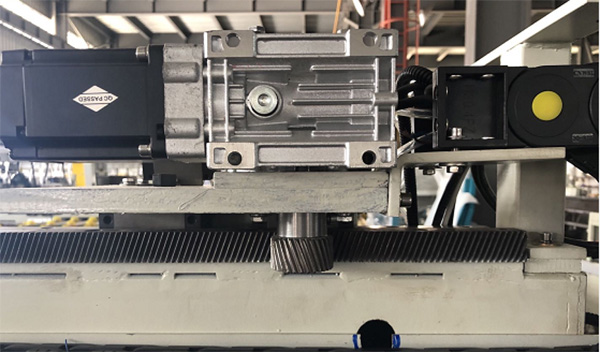
アリスモーター

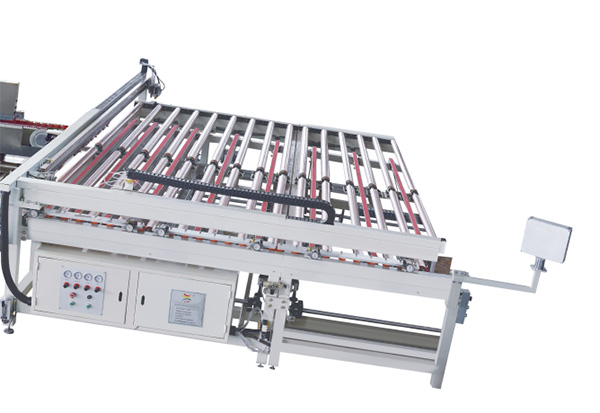
高効率転送テーブル

高効率転送テーブル
機械紹介
ガラス測定台
運転システム
この装置を使用して、処理するガラスを移動および配置し、ガラスの長さ、幅、および厚さを正確に測定し、データをダブルエッジグラインダーやその他の処理装置に送信して、さらにガラスを処理します。
ガラス測定テーブルの構造には、以下の4つの部分があります。
1.ポジションテーブル
前面または側面に移動するガラスの透過は、周波数変換器によって駆動され、 可変周波数モーター。伝送速度を調整できます。による正確な位置決め 高品質のセンサー。 ガラスの長さ、幅、厚さは、適切に配置した後で測定できます。
2.測定装置
ガラスの長さと幅の寸法は、高精度のギアドライブセンサーによって測定されます サーボモーターによって運転される。 ガラスの厚さの寸法は、ガラス表面をシリンダー駆動のナイロンブロックで加圧し、歯車で駆動するエンコーダーによって測定されます。シリンダー圧力は個別に調整されます。
3.電気制御システム
ECSは、プログラマブルコントローラー(PLC)、タッチスクリーン(HMI)、サーボドライバー、サーボモーター、周波数変換器、周波数変換モーター、センサーなどで構成されています。PLCは、加工技術に従って機械を自動的に動作するように制御します。HMIは人間とコンピューターの対話タスクを完了します。
4.ソフトウェアシステム
ソフトウェアシステムは、ガラス測定テーブルのデータを注文データと比較し、最も近いガラスデータと自動的に照合します。一方、ガラスデータは、モードまたはバッチ生産のために、ダブルエッジグラインダーやその他の処理装置に送信されます。
動作原理:
手動または自動で1枚のガラスをガラス測定テーブルに置きます。 ガラス測定テーブルは、ガラスの長さ、幅、厚さの寸法を運搬、配置、正確に測定します。測定されたガラスデータは、注文データと一致する比較のために管理システムに送信され、さらにガラスを処理するためにダブルエッジグラインダーやその他の処理装置に送信されます。 次の1枚のガラスをガラス測定テーブルに置き、次の動作サイクルを開始します。
2.ガラス直線両頭研磨機。
モデル番号:SM2242GT SM2225GTS
このマシンは、ガラスの反対側の2つのエッジを同時に研磨するように設計されています。
a)コントロール
この機械は日本の三菱PLC制御および10 "オペレータインターフェイスを採用します。画面はガラスのすべての詳細なパラメータを示しています。各マシンは、独自のコンピューターで制御することも、メインコンピューターで制御することもできます。
ユーザーの権利は、オペレーター/修理/管理者に分類され、エラーの発生を防ぎ、誤操作からマシンを保護します。
b)高精度トランスミッション。
2つのコンベアタイミングベルトは、高精度、高速、高同期の機能を備えた2つのサーボモーターによって駆動されます。
c)可動式研削セクションの動き。
可動式研削セクションは、リニアツインボールベアリングガイドに沿って移動します。トランスミッションは、サーボモーターによって駆動されるボールねじを介して実装されます。研削セクションの最大移動速度は、毎分15メートルに達する可能性があります。このシステムには、ブレーキとグリップシステムも含まれており、粉砕部の安定した移動、低衝撃力を保証できます。この構造により、機械が長時間稼働した後でも、大きなガラスの把持力の安定性を保証できます。
d)すべてのダブルエッジャーには1つのautoamtic中間サポートレールがあり、ガラスが曲がらないように中間位置からガラスを支持する可動グラインディングセクションと一緒に移動します。非常に大きなサイズのダブルエッジャーについては、必要に応じて手動で設置できるポータブルサポートレールをもう1つ提供しています。
e)アッパートラックアップ&ダウンシステムは、従来のスライディングスリーブシステムよりも問題のないスライディングプレート構造を使用
f)位置決めシステム。
ガラスローディングポジションシステムには、固定ローラー、移動エアグリップシステム、調整ブロック(左1つと右1つ)、上部空気圧ローラー(左1つと右1つ)の4つのパーツが含まれます。ガラスは正確に位置合わせされ、位置決めシステムによってしっかりと押されます。このシステムは、研削精度と研磨効果を保証します。
g)簡単な調整
上部トラッキングシステムの上昇/下降と上部アリスモーターは、モーターによって駆動されます。ガラスの厚みに応じて自動で設定できます。
h)空気研磨システム。
研磨ホイールは、PLCおよび電磁バルブによって制御される空気によって操作され、ガラスの位置に応じて前後に移動できます。このシステムは、ホイールの摩耗を自動的に補正して、ガラスに一定の圧力を与え、同じ研磨結果を得ることができます。
研磨モーター移動システムは、高精度硬膜リニアスライドレールシステムを使用します。
i)地下室とフレーム:
工場で焼鈍炉で処理された厚物鋼で作られています。優れた安定性と反ねじり強度、抗曲げ強度を備えています。
j)モーター
高精度、低振動のABB可変周波数モーターを使用します。モーターの速度は周波数インバーターによって4300RPMに上げることができ、機械の動作速度は20メートル/分に上げることができます。
モーター制御システムは過負荷/欠相/短絡の保護機能を備えており、電子部品は国際ブランド、標準タイプを使用しており、市場で簡単に見つけることができます。これにより、顧客のメンテナンスコストが削減され、生産効率が向上します。
k)トップ/ボトム送信コンベア タイミングベルトを採用。
l)潤滑:
ツインボールベアリングリニアスクリューとガイドレールは、自動オイルポンプによって潤滑されています。
機械はまた、滑り面を潤滑する手動潤滑ポンプを備えていました。
m)作業速度の調整: 頻度インバーターを通して。
n)水タンク、水トレイ、上部/下部タイミングベルトカバー、リニアガイドレール/ボールねじカバーはステンレス鋼で作られています。
o)電流計:
ホイールのアスポレーションを確認してください。
詳細写真。
コーナーカット研削モーター
交換に柔軟な防水接続モジュール設計 上下のアリスモーター電流計のわかりやすいインジケーター。
3. L字型転送テーブル。ローラーテーブルとタイミングベルト。
この機械はローラーの伝達システムおよびタイミングベルトの伝達システムで構成されました。ローラー伝達システムはチェーンによって駆動され、速度は設定速度に応じてインバーターによって制御されます。
タイミングベルト伝達システムは上下に上げることができます。最初のダブルエッジャーからガラスが出るとタイミングベルトが上がります。ガラスは正しい位置に移動し、ローラー伝達システムで下げられます。
タイミングベルトコンベアシステムはアルミプロファイルボディを採用。
技術的パラメータ
生産速度
| 項目 | ガラスの厚さ | マックス。作業速度 | ガラス仕上げ |
|
1 |
4〜6 mm | 22 m /分 | 荒削り |
|
2 |
8-10mm | 18 m /分 | 荒削り |
|
3 |
12〜15 mm | 15 m /分 | 荒削り |
|
4 |
4〜6 mm | 16 m /分 | 微細研磨 |
|
5 |
8-10mm | 14 m /分 | 微細研磨 |
|
6 |
12〜15 mm | 12 m /分 | 微細研磨 |
作業精度:
| 項目 | 説明文 | 精度 範囲 |
|
1 |
対角線の精度 | ≤0.5mm/ m |
|
2 |
並列精度 | ≤0.2mm/ m |
|
3 |
アリスサイズ精度 | ≤0.2mm/ m |
|
項目 |
パラメータ | 範囲 |
|
1 |
マックス。ガラスサイズ | 4200x2500 mm |
|
2 |
最小 ガラスサイズ | 350 x 350 mm(ミドルブラケットなしのシングルダブルエッジャー)400 x 400 mm(ライン全体) |
|
3 |
ガラスの厚さ | 3〜28 mm |
|
4 |
アリス幅: | 1〜3 mm |
|
5 |
研削深さ | 3 mm(片側) |
|
7 |
幅調整速度 | 1〜15 m /分 |
|
8 |
使用空気圧 | 0.7 MPa |
| 作業高さ: | 920〜960 mm | |
|
9 |
完全な力 | 約135 KW / 380V 50Hz 3P |